
荷重反力線を仮想中心線に近づくよう設計し
横力をコントロール。
横力制御によりショックアブソーバーの
本来の性能をそのままに。
直巻きスプリングARIES G
ここからスプリング選びが変わる。
デジタルベースの形状設計が生み出す
独特のフォルム。
巻数や径などのファクターにより
卓越した能力を持つ。
今までのスプリングの概念を超えたスプリング
ARIES G。
新たな概念:横力とは?
横力 = Side Action Spring
理想のコイルスプリング定義
「巻かれている線材の全体が均等にまたスプリングの仮想中心線に
沿って直線的に縮む」
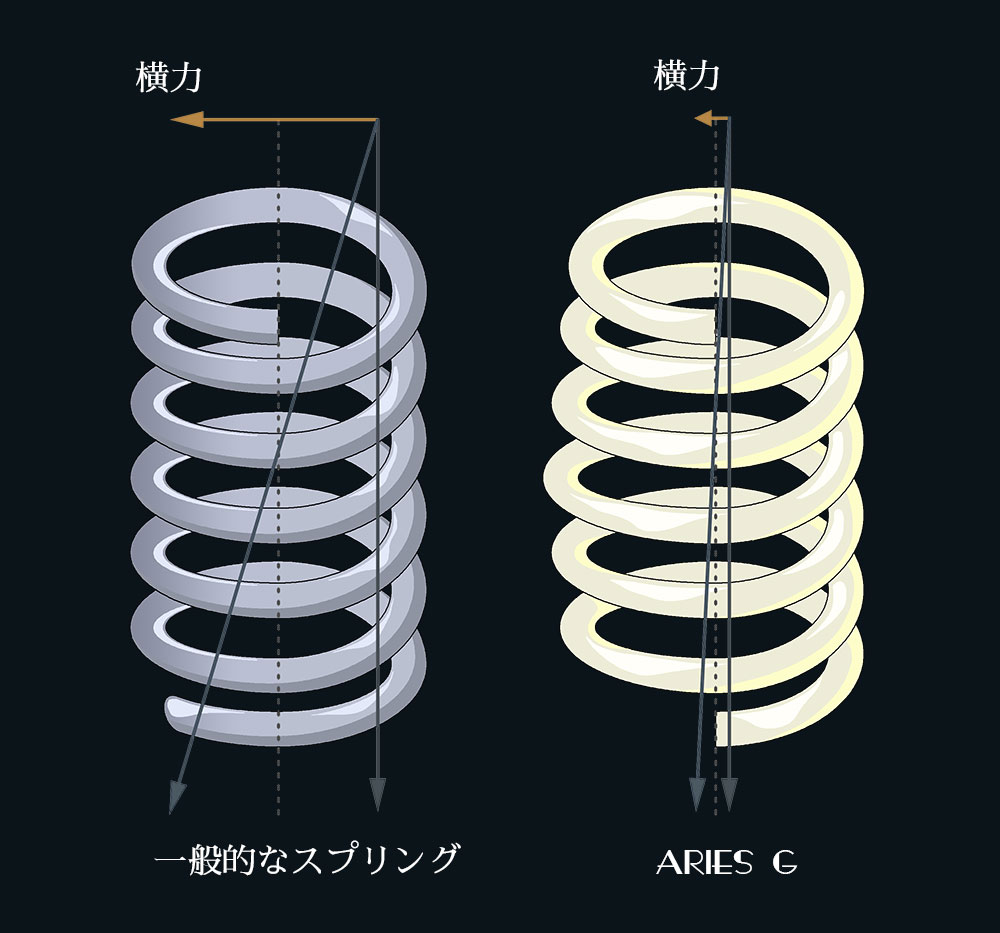
スプリングに荷重がかかった時、実際に力の進む方向をわかりやすくつないだ線が荷重反力線である。荷重反力線は傾いているため、
縦向きと横向きの力に分けることができる。この横方向に働く力を
横力という。
実際のスプリングでは…
スプリングの形状上、均等に荷重がかからず仮想中心線通りに
反力が生じていない。
→コイルスプリングの形状上、 横力からは逃げられない。

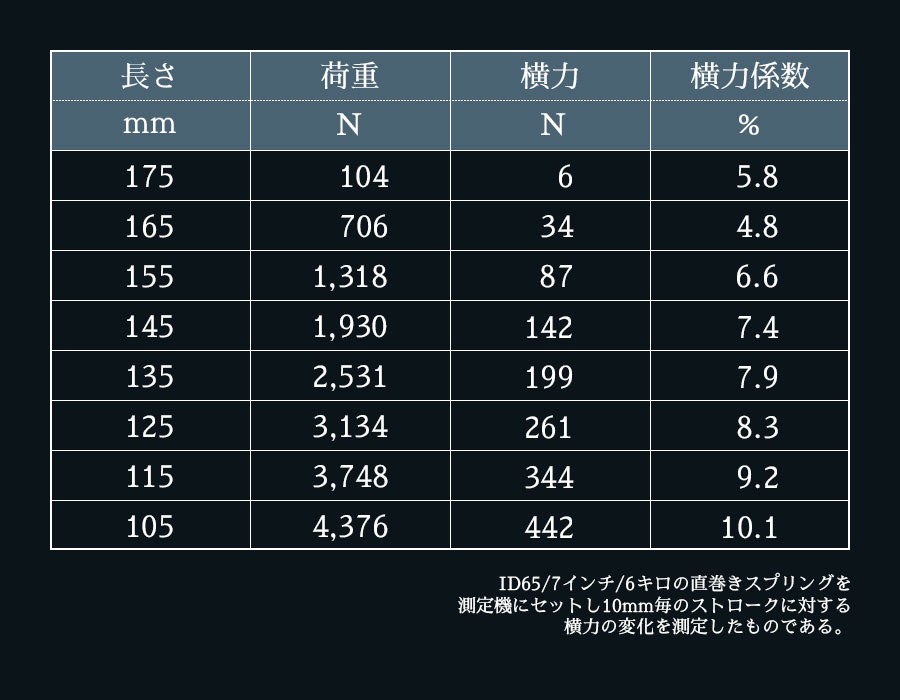
実際の横力はどれほどの大きさなのか。一般的な直巻きスプリングの実測値を示す。
車両がストロークするとスプリングには荷重がかかる。荷重が大きくなればなるほど横力も大きくなっていく。
スプリングが165mmになるまで荷重がかかった場合の横力は34.0[N] (3.47[kgf])だが、105mmまで荷重がかかった場合の横力は442[N] (45.1[kgf])となり実際の走行中ショックに対して45kgもの横向きの
力がかかっていることになる。
この荷重に対する横力の割合が 横力係数となり通常のスプリングは
→ストローク量が増えると 横力係数は増えるor不規則に変化していく。
横力をコントロール
ARIES G最大の特徴が特殊な形状により荷重反力線を制御した
横力コントロール。
一般的なスプリングに発生する横力は同レート、同インチでも
スプリング個体それぞれにばらつきがあり横力の大きさが把握
できない。
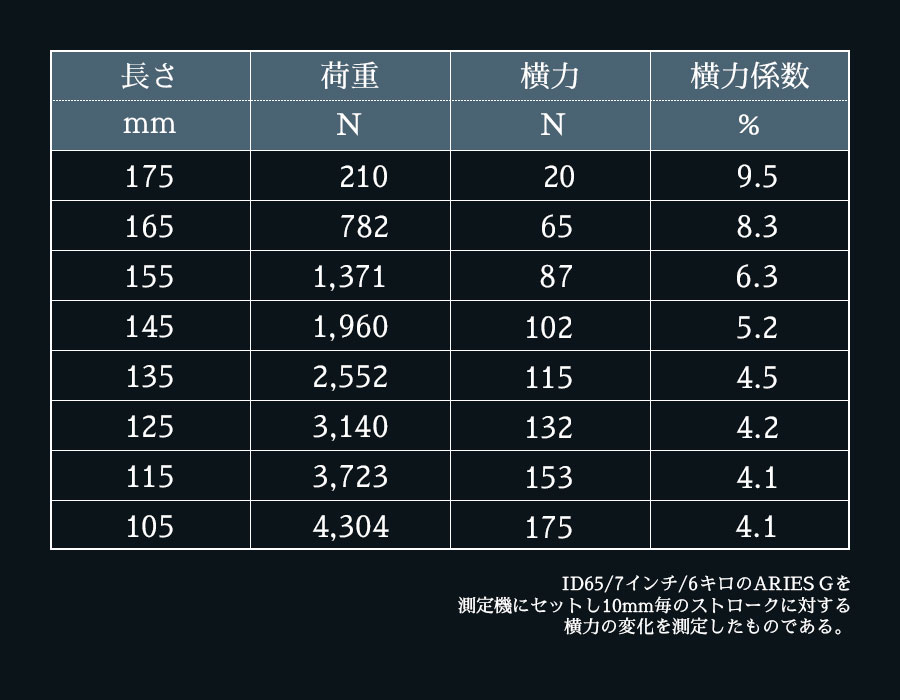
ARIES Gはインチやレートが異なる全てのアイテムで荷重がかかれば
かかるほど横力係数が小さくなるようにコントロールしている。
ARIES Gの実測値をここに示す。
荷重のかかり始めでは横力係数は大きいが、荷重が大きくなっていくにつれ横力係数は一定に収束していく。横力をコントロールすることにより実際に105mmまで荷重がかかった場合でも横力は175[N] (17.8[kgf])となりショックにかかる力も小さくなっている。
→ARIES Gはストローク量が増えると 横力係数が小さくなる。
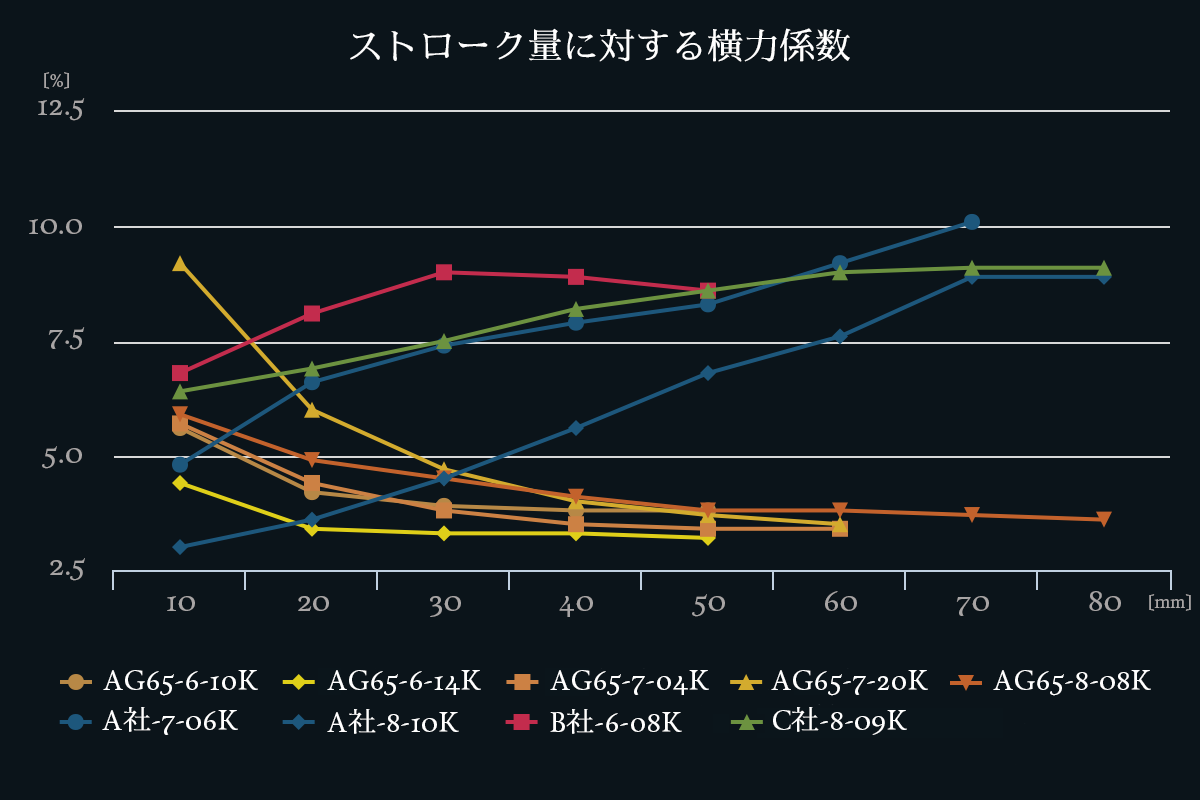
スプリングをストロークさせた際の横力係数を表したグラフである。
ARIES Gはインチ数、レートを変えてもストローク量が大きくなるほど横力係数は3~4%代に収束し安定している。
一方、他社スプリングは、インチ数やレートを変えると横力係数の変化も様々であることがわかる。
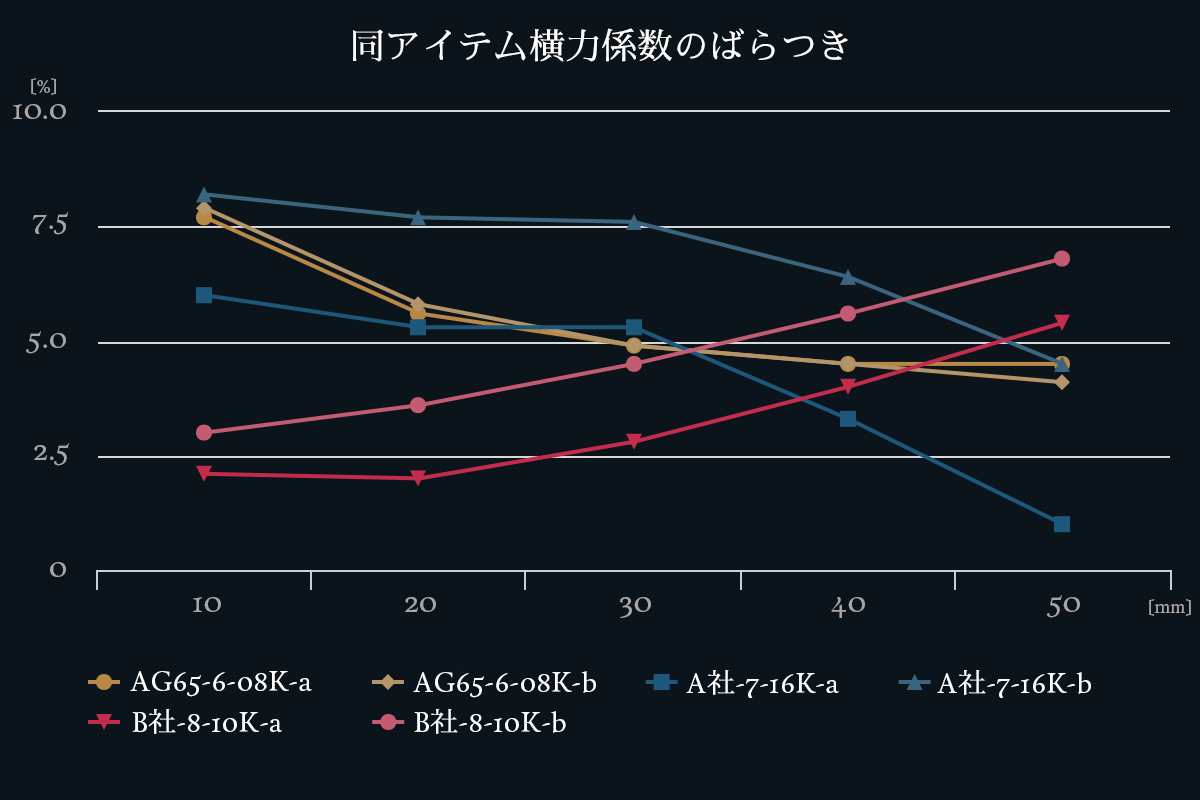
同じアイテム内での横力係数のばらつきを表したグラフである。
他社スプリングも同じインチ・レートでは、横力係数の特性は似ているが、ばらつきが大きい。
一方、ARIES Gは同じアイテム内でのばらつきが非常に小さい。
スプリングはサスペンションシステムに組み込んで初めてその性能差がでてくる物である。ショックがストロークをする時点でこの横力から逃れることはできない。
従来のスプリングを組み込んだ場合、実際にランダムな大きさで発生する横力がショックの動きを阻害していた。
→スプリングがショックの邪魔をしているという事実。
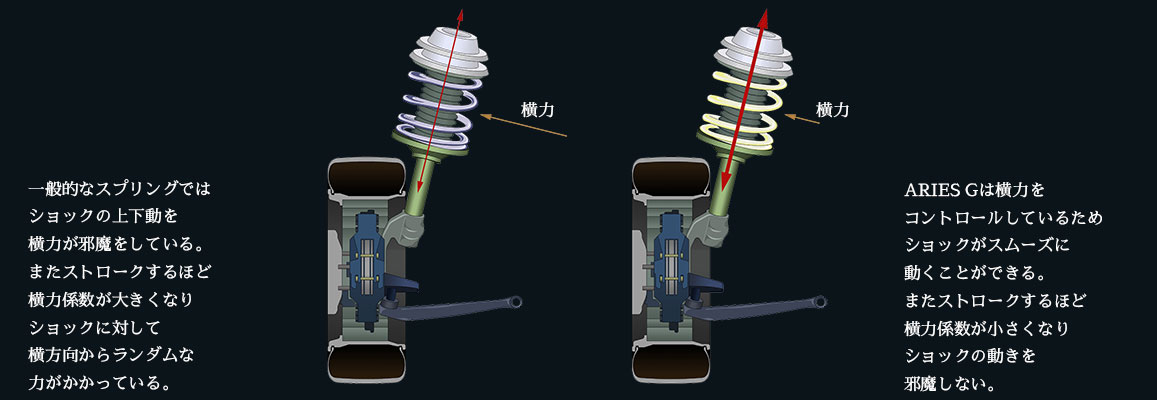
ARIES Gは横力をコントロールしているため、ショックがスムーズに動くことができる。また、
実際にサスペンションに組み込むとスプリングはある程度縮んだ状態となるため、実際には横力係数が
安定した部分を使い走行することとなりより安定したサスペンションシステムを構築することができる。
→ショック本来の性能を発揮し、狙い通りのサスペンションシステムを実現。

横力が大きいとショックの動き出しが悪く乗り心地が悪化
→横力を制御するとショックの動きがスムーズになり乗り心地向上

スポーツシーンでは横力が大きいとチューナーが狙ったセッティング通りにショックが動かない
→横力を制御すると理想のセッティングに近づき操縦安定性が高まる。
安定したレートを発生
従来のスプリングは、線材のポイントによって受ける荷重が
異なるため、ストローク中に一部分が線間密着を起こし巻数の
変動によりスプリングレートが急激に変化している場合があった。
ARIES Gは従来の直巻きスプリングと形状を変え、
線間が均等に縮むため、有効ストローク内では部分的な線間密着が起きない。
なおかつ、ARIES Gは
線材全体で均一に荷重を受けるように設計。ストローク中のどのポイントをとっても
安定したレートを
発生する。
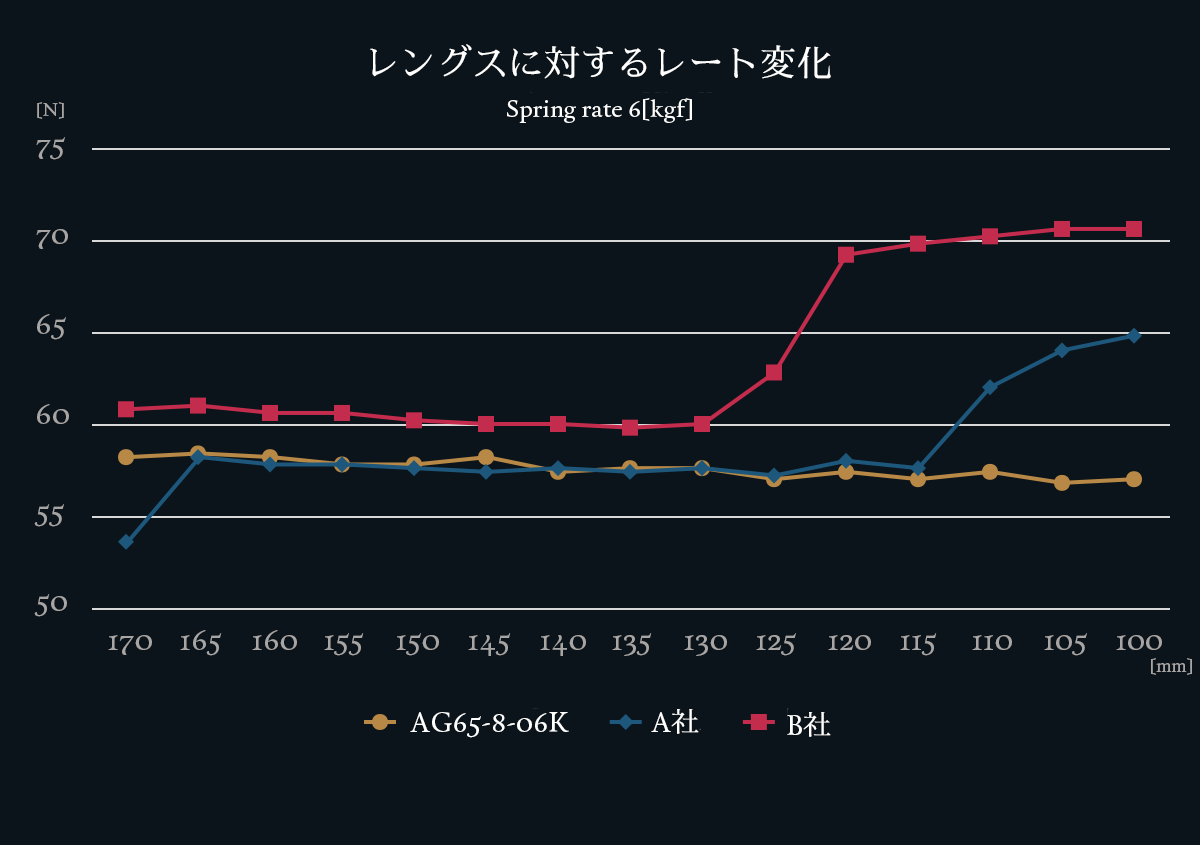
スプリングを縮めていった際のスプリングレートの変化を実測したグラフである。ARIES Gは終始安定したレートを発生している。
一方、同レートでも他社スプリングは、途中で線間密着を起こしレートが大きく変動している。実際にはレートが6[kgf]から7[kgf]へと変動していることがわかる。
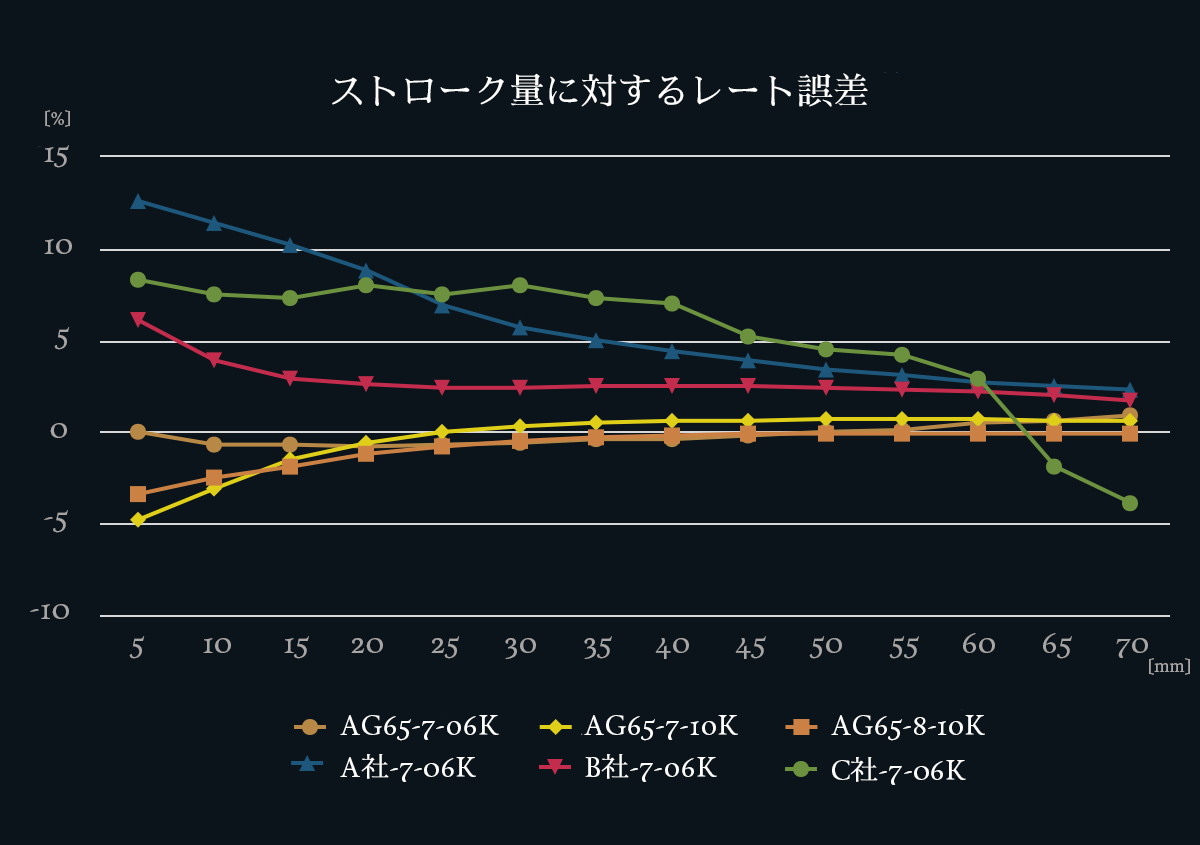
スプリングをストロークさせた際に表記スプリングレートと実際のスプリングレートの誤差を表したグラフである。ARIES Gはインチやレートにかかわらず誤差が±1.0%で推移している。
一方、他社スプリングは、比較的安定している物もあるが表記レートと実際のレートには誤差が生じている。
優れた耐久性
ARIES Gのもう1つの魅力が耐久性。一般的なスプリングでは一部分に荷重がかかり続けるとへたりの原因や最悪、
破損につながる。
ARIES Gは特殊な形状により
線材全体で荷重を受ける
ため、耐久力に優れている。
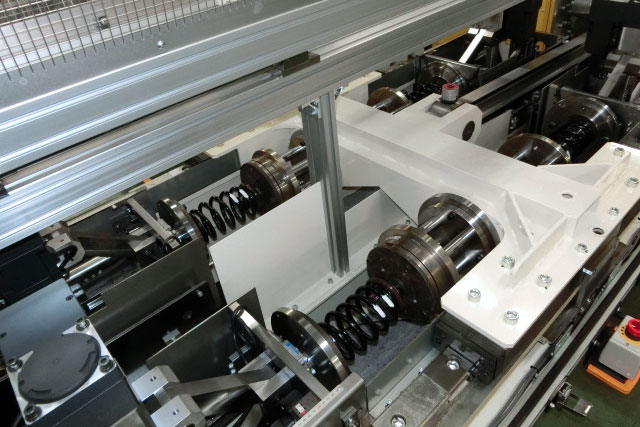
スプリングのストロークテストでは最大許容値まで繰り返し荷重をかけ100万回でも折損は無し。
100万回のストロークとは15年、30万km走行を想定して
いる。またヘタリは100万回で実測値約1.6%。
データでもその耐久性の高さを証明している。

こだわり抜いた製造
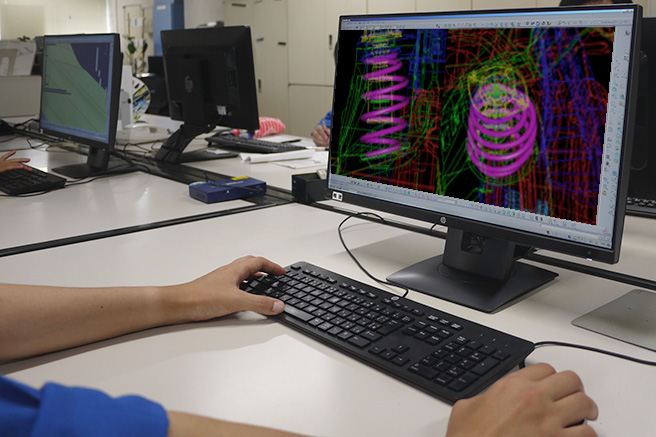
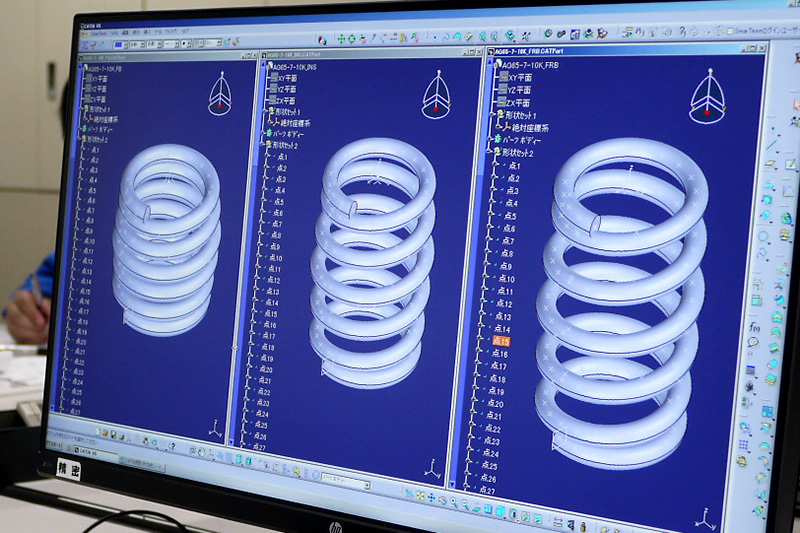
1.デジタルデータベースのモノ造り
特許技術SASC(Side Action Spring by CHUHATSU)を採用し横力をコントロール。
1アイテムずつデジタルデータベースにて図面を製作し、スプリングの形状を変化させたわみ形状を
予測しながら設計を行う。完成した試作品を測定し、取得データを補正データとしフィードバックさせ
製品精度を上げている。設計から製造までデジタルベースでのモノ造りを実施。
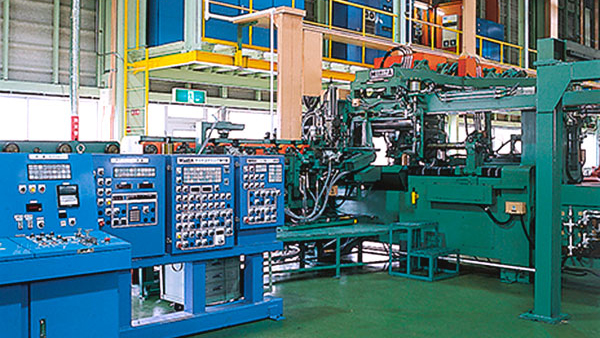
2.こだわりが詰まった全12工程
引っ張り強さ2000N/㎟級の鋼材SUP190を採用。特許技術を用いた冷間成形でコイリング。
熱処理により残留応力を1度除去し、ヘタリを最小限に留めるため、ホットセッチング、コールド
セッチングを施工。二段ショットピーニング処理も行い高応力に対応できるスプリングに仕上げる。
また、塗装は塩水噴霧試験等カーメーカースペックを満足する塗装を採用。錆や腐食ピットから
スプリングを守る。
3.品質はカーメーカースペックをクリア
完成した製品は純正カーメーカー同等の厳しい基準で全品検査を実施。さらに抜き取り検査を行い
高品質な製品を送り出す。設計・製造・検査は、カーメーカー採用のスプリングを製作する中央発條株式会社で行い、安心、安全、こだわりのmade in JAPAN。


SASCは中央発條株式会社の登録商標です。